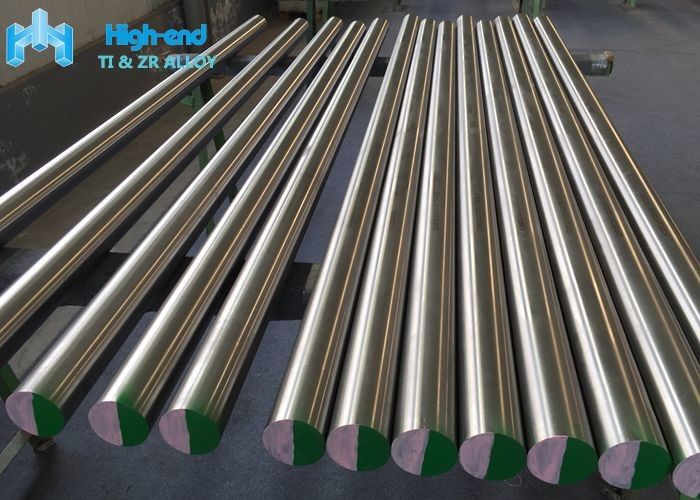
Titanium Grade 2 Hot Forged Bar Hot Rolled Titanium Round Bar
The traditional technology of titanium rod is to cast sponge titanium into ingots, and then to produce titanium rod through billet and forging rolling.Titanium sponge is the most original material for the production of titanium materials, smelting it will get titanium ingot, the initial material for titanium processing.
The processing process of titanium rod from sponge titanium to blank is as follows:
(1) the pressure electrode, the sponge titanium is pressed through the press electrode, forming a dense sponge titanium pressing block electrode;
(2) Vacuum casting, three times of vacuum casting of the sponge titanium pressing block electrode under the conditions of 1700 ~ 1800℃ and -103 Pa;
(3) the blank, under the condition of 1000℃, through the hydraulic press blank, and finally pressed into square blank;
It should be noted that the high pressure will reduce the life of the titanium rod in the process of cutting. Therefore, when the titanium rod is die forged by the closed die forging method, the volume of the original blank must be strictly limited in the closed die forging method, which complicates the preparation process.Whether to adopt closed die forging should be considered from two aspects of interest and process feasibility.Open die forging, the burrs of blank weight loss of 15% to 20% of the clamping part manufacturability waste (if the forging conditions must leave this part) accounted for 10% of the weight of the blank flash metal relative loss is usually increases with blank weight reduction, some asymmetric structure, area difference is bigger, and there are difficult to fill local forgings,The burr consumption can be as high as 50%. Although the closed die forging has no burr loss, it is necessary to add more transition grooves for the complicated billet manufacturing process, which will undoubtedly increase the auxiliary cost.
(4) for the first rolling, at 970 ~ 980℃, the blank with cylindrical shape is rolled preliminarily by rolling mill;
(5) the second rolling, under the condition of 950℃, with the mill rolling into blank parts.
There are many rolling methods, which can be classified according to different characteristics.According to metal flow and deformation characteristics, extrusion can be classified as forward extrusion, reverse extrusion and special extrusion.Special extrusion includes hydrostatic extrusion, continuous extrusion, lateral extrusion, combined extrusion, compound extrusion, jacket extrusion, peeling extrusion, water seal extrusion, bitter die extrusion, powder extrusion, semi-melt extrusion, liquid extrusion, etc.
Extrusion according to temperature classification, there are hot extrusion, warm extrusion and cold extrusion.Hot extrusion and cold extrusion are two major branches of extrusion. Hot extrusion is mainly used in metallurgical industry system, that is, the general name of extrusion.Mechanical industry system application cold extrusion;The development of warm extrusion is relatively late and its application scope is small.
Titanium sponge → titanium electrode block → vacuum melting → titanium ingot → oil press forging into rod blanks → rolling → peeling → annealing → straightening → polishing → finished product → defect detection → packaging
Chemical Test
| Material grade |
Al |
V |
Fe |
O |
C |
N |
H |
Ti |
| Gr1 |
/ |
/ |
0.106 |
0.046 |
0.017 |
0.010 |
0.001 |
Balance |
| Gr2/UNS R50250 |
/ |
/ |
0.178 |
0.19 |
0.011 |
0.006 |
0.001 |
Balance |
Mechanical Test
| Material grade |
Tensile Strength |
Yield Strength |
Elongation |
Reduction of Area |
| Gr1 |
405 |
316 |
21 |
41 |
| Gr2 |
463 |
349 |
26 |
46 |

Advantage of TITANIUM materials for AEROSPACE applicaitons
· Light weight
· High strength
· High fatigue resistance
· High heat resistance